
Product
Hot News


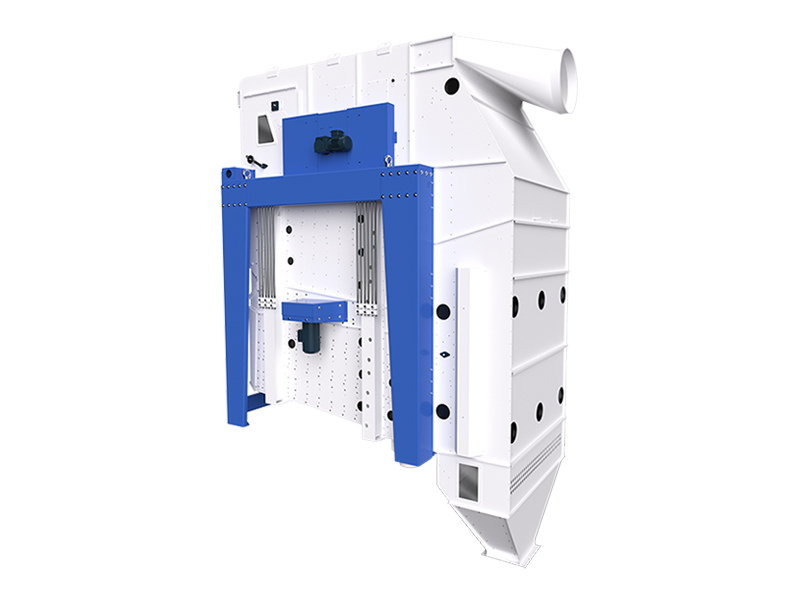
This sifter is extensively utilized for the pre-cleaning and cleaning of grain and granular materials across industries like grain storage, ports, flour milling, alcohol, feed, oils and fats, and chemicals. It effectively removes large, small, and light impurities. The unit features an integrated air system that can be connected externally to separate light impurities, though it can also be used for screening without the air system.
Performance Characteristics
01 Precision Separation Technology
The sifter achieves superior quality using multilayer parallel screens that create a thin bed depth, improving impurity removal efficiency to over 80% and ensuring high screening quality and productivity. The sifter body's plane gyratory motion causes the material to move along a spiral path, enabling accurate screening.
02 Optimized Output and Spatial Efficiency
The sifter body is designed with a parallel structure that features a super-large screening area and spacious feeding/discharging space. This configuration meets high-capacity demands without increasing the physical footprint. The sifter's versatility allows for cleaning different materials, such as wheat, corn, and rice, by quickly replacing the screen.
03 Streamlined Operational Throughput
The sifter body's parallel structure provides a large screening area and spacious feeding and discharging space, enabling high productivity within a compact footprint. Screens can be quickly replaced to clean multiple grains, such as wheat, corn, and rice, allowing for rapid changeovers.
04 Durability and Cost Reduction
Operational costs are reduced through enhanced durability. The all stainless steel metal screens are highly wear-resistant, with a service life 50% longer than other materials, reducing replacement frequency. The high-strength, wear-resistant elastic cleaning ball lasts over 15,000 hours, extending service life by more than 50% compared to other material balls.
05 Intelligent Monitoring and Automation
The sifter incorporates intelligent features for safety and automation. Safety monitoring sensors provide 24-hour surveillance, triggering an automatic shutdown in case of problems to protect the equipment. A screen surface self-cleaning system prevents blockages, improving efficiency. The internal body and chute are designed to prevent material accumulation, reducing internal residue and the need for manual cleaning.



 Home
Home Products
Products Solutions
Solutions Telephone
Telephone